河北悍象焊罐葫芦厂家,位于京津冀地区的河北焊罐葫芦厂,制造的10吨电动葫芦、群吊环链电动葫芦价格实惠,电动葫芦及配件符合国标。我们已经为国内外2000余家焊罐施工单位及经销商提供高质量的产品和技术指导服务,欢迎采购批发,咨询热线:15703121115(张经理)!15703121233(郝经理)!

1、焊罐葫芦又称群吊葫芦,主要应用在大型压力容器罐装操作施工中,包含电站锅炉、蒸汽锅炉、燃气锅炉、高温水炉等锅炉厂压力容器罐,大型粮仓、钢板仓、矿渣粉仓、粉煤灰储罐、煤炭钢板仓等大型的罐装设备。通过使用多台或几十台环链电动葫芦的群吊,寻找平衡点来方便施工提升效率。

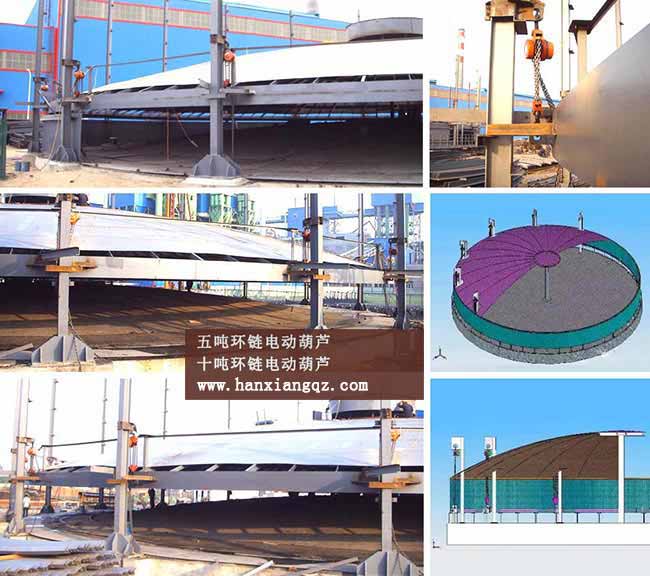
2、焊罐葫芦又称油罐葫芦,主要应用在大型立式油罐的焊接安装,在施工前需要对油罐整体重量计算后,确定使用群吊环链电动葫芦的台数,然后精确计算吊点距离,保证同步提升。油罐葫芦广泛用于炼油厂、油田、油库建设以及其他工业中。
立柱式油罐体积大、重量重,单单凭借人力,是很难完成焊接工作的,因此施工时多采用焊罐电动葫芦作为提升机构,多台焊罐电动葫芦平均分配重量,每两台葫芦之间的距离相同,品牌、型号、参数相同,用于大型油罐焊接工作的焊罐电动葫芦,一般吨位较大,如10吨、20吨、30吨。建筑爬架电动葫芦吨位较小,如7.5吨。
焊罐电动葫芦同步群吊提升到需要的位置时停止,然后工人进行焊接工作,焊接完成后,继续用焊罐电动葫芦将下一部分罐体提升,到了相应位置后,焊接工人继续工作,以此类推,以此循化,直至整个油罐焊接完成。
3、焊罐葫芦怎么安装?提升倒挂法工艺流程
立柱式储罐底板敷设完成后,先制作安装顶圈壁板和拱顶,然后应用均匀分布在储罐内侧,且安装在边柱上的焊罐电动葫芦,通过胀圈等工装卡具,提升壁板,依次围设组焊顶圈下部其他各圈壁板,然后完成底部壁板与底板角焊缝的组对焊接。
工艺一、复检储罐基础无误后,依次铺设组焊底板、安装临时支座 、围设组焊顶圈壁板(即第1圈壁板)和第2圈壁板。
工艺二、第1圈和2圈壁板安装完后,把提升边柱、焊罐电动葫芦、胀圈工装卡具、中心桅杆、平衡钢丝绳和电气照明等设施吊运到罐体内部。
工艺三、安装拱顶及其附件,并在安装提升边柱的拱顶处留好缺口。
工艺四、拱顶安装完成后,在第1圈壁板下缘处安装胀圈工装卡具,用于罐体的撑圆和提升;接着安装边柱、中心桅杆、焊罐电动葫芦及平衡钢丝绳等提升装置,并把焊罐电动葫芦的倒链挂在胀圈工装卡具的吊钩上,然后对提升装置进行预紧。
工艺五、倒装提升系统安装完成,并经检查无误后,即进行罐体的整体提升。
工艺六、提升到既定位置后,围设第3圈壁板,并在罐壁圆周方向上均匀布置两道活口;组对第3圈壁板与第2圈壁板的环缝,并切除第2圈壁板活口组对收紧时的多余部分。
工艺七、第3圈壁板组焊完成,并经检查无误后,进行罐体的提升,自此循环往复,直至底部末尾一圈壁板围设组焊完成。
工艺八、在一圈壁板围设组焊完成后,稍微提升罐体,拆除底板上的临时支座,然后使提升机构下降,罐体落在底板上,组焊尾部一圈壁板与底板的角焊缝。

4、友情提示:
(1)焊罐葫芦使用完毕后,应保持产品清洁、妥善保管,防止受潮,腐蚀。
(2)当产品用于群吊提升时,应由专人安装、操作,悬挂结束后,进行空载试运行,检查各连接件、起重链、吊钩等有无异常,确认无误后方可使用。使用前应调整链条的长度,使悬挂后每台电动葫芦的起重链条的张紧度一致,提升时应有专人观察每台葫芦,查看提升机是否有异常声音或者卡链,发现异常应立即停机检查,排除故障后,方可使用。
河北悍象因为专注,所以专业,制造的10吨电动葫芦,优选北京富特盘式电机,制动迅速,功率大,散热快,防水性能好。优选G80起重链条,经淬火处理,链条圆钢直径10毫米,精工制造焊接牢固,承重力更强。河北焊罐葫芦厂家供应的产品,每台出厂前均经过严格测试合格,售后质保一年,终身维修,可提供技术支持,保您售后无忧。










